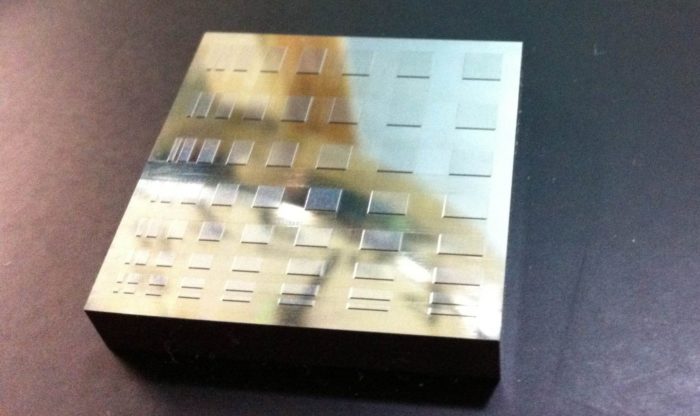
刻印パンチ「超硬合金」
<精度>
・刻印面は鏡面仕上げ加工
・外形は角、丸、異形状も対応可能
・画像(データ各種対応)
・文字(各種フォント対応)
<用途>
・自動機向け刻印パンチ
・フィルム押し型
・トレーサビリティ性能向上
・部品管理・備品管理・研究室
<特徴>
・超硬合金による高い「耐摩耗性」
・位置出し精度はお任せください
・「DLCコーティング」対応
・再研磨にてサステナブルにご対応
・一個から製作承ります



<精度>
・刻印面は鏡面仕上げ加工
・外形は角、丸、異形状も対応可能
・画像(データ各種対応)
・文字(各種フォント対応)
<用途>
・自動機向け刻印パンチ
・フィルム押し型
・トレーサビリティ性能向上
・部品管理・備品管理・研究室
<特徴>
・超硬合金による高い「耐摩耗性」
・位置出し精度はお任せください
・「DLCコーティング」対応
・再研磨にてサステナブルにご対応
・一個から製作承ります
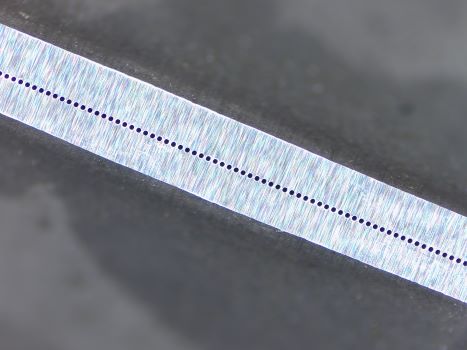
【超硬合金ノズル】
ーΦ0.08mm×100箇所ー
<精度>
・穴径Φ80μ(Φ0.08mm)程度~
・角穴、異形状も対応可能
・穴位置精度「±1μ~保証」(複数穴対応可)
・ピッチ精度「±1μ~保証」(穴数量による)
<用途>
・噴射ノズル
・ウォータージェットノズル
・液体・粉体・気体など用途は様々
・線材・フォーミング・ガイド
<特徴>
・超硬合金による高い「耐摩耗性」
・穴径は「鏡面仕上げ」のため高い滑り性能を実現
・ノズル詰まり予防「DLCコーティング」対応
・「高メンテ性能」再研磨にてノズル詰まり解消
・一個から製作承ります
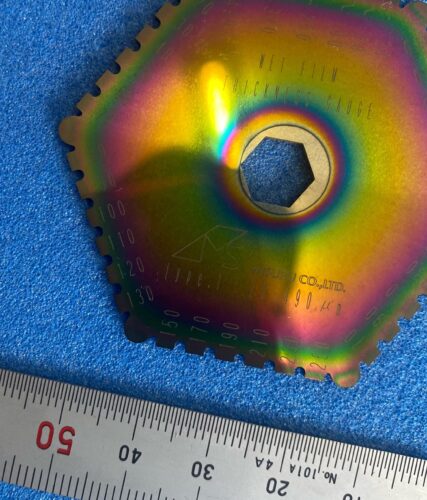
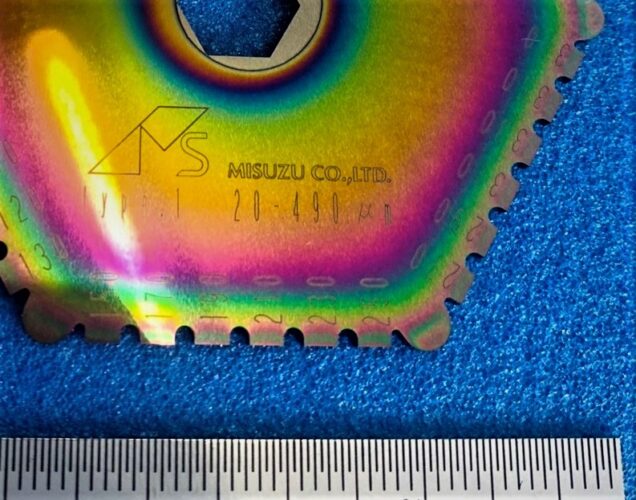
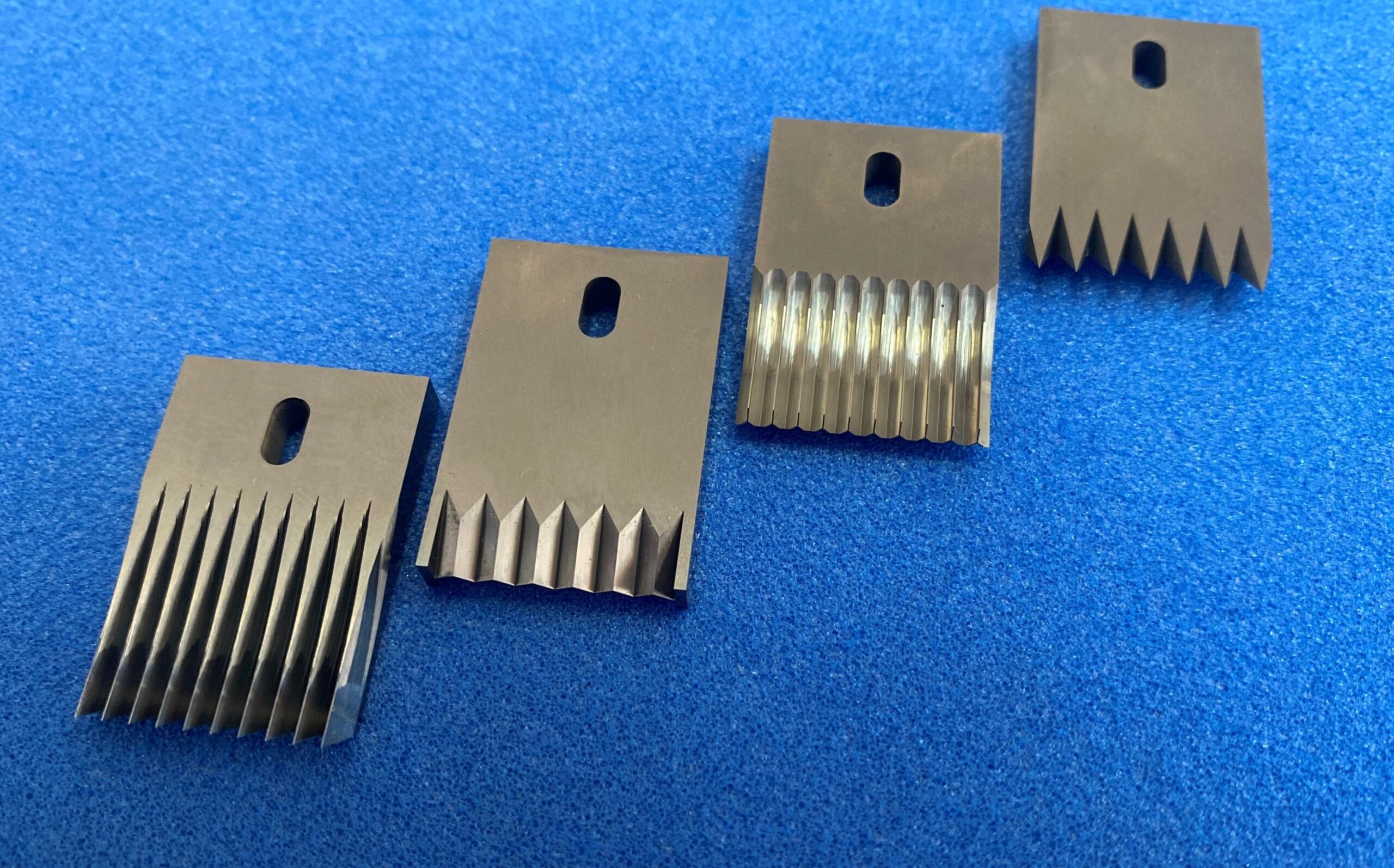
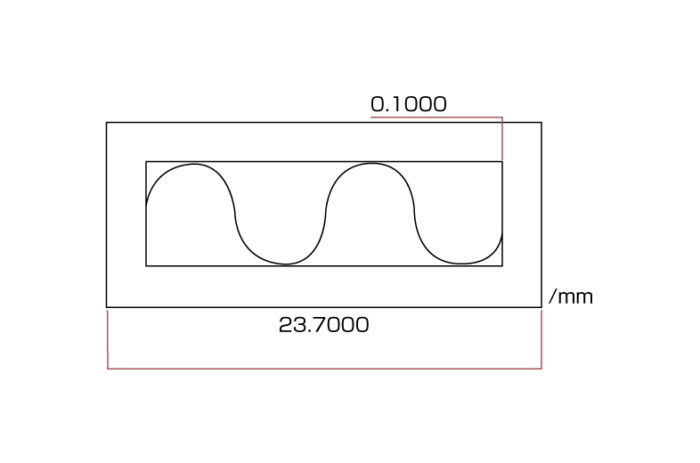
【WET FILM THICKNESS GAUGE 膜厚計】
ウエット状の塗料などの膜厚を高精度に測定するゲージ(くし形タイプ)粉体塗料向けも製作致します
「目盛10μ、20μ」
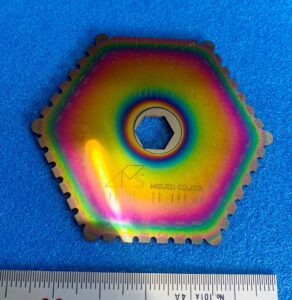
【超硬超精密ゲージ】
液体粉体精密計測ゲージ・精密膜厚ゲージ
塗料・液体・粉体・粉末・ゲル・成膜・金属箔・
フィルム・テープ・繊維・各種シートカット
FA自動機向け・食品・医療向けの研究開発
工業用試験・大学・研究室
「寿命が数倍~十数倍に!」
(スチール製(ステンレス製)製品との比較)
ゲージ精度:ミクロン台オーダーお任せください。
高精度な膜厚測定が可能。
コーティング対応も致します。
再研磨もお任せください!即日出荷!
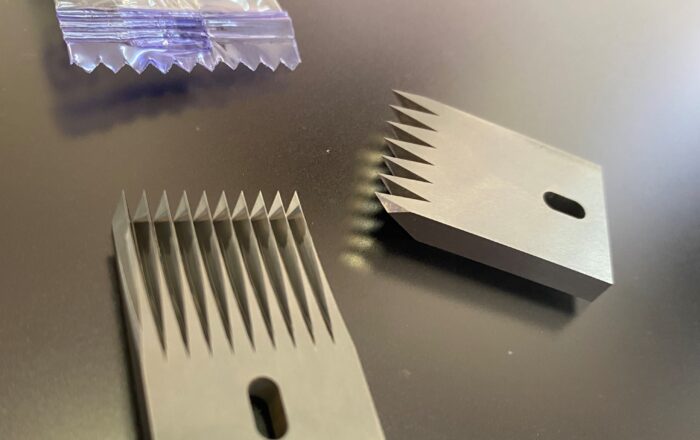
【超硬カッター刃】
【特殊形状】ミクロンオーダー品
高精度・極薄フィルム打ち抜き・特殊形状
食品・医薬品向けの包装機・梱包機(ピロー包装機・ブリスター包装機)
FA・自動機向け工業用カッター
金属箔・フィルム・テープ・繊維・各種シートカット
「刃寿命が数倍~十数倍に!」
(スチール製(ステンレス製)のカッター比)
刃付け精度:ミクロン台でお任せください。
コーティング対応も致します。
再研磨もお任せください!即日出荷!

薄膜DLCコーティングパンチ
膜種:tribec 極・HAクリア・AC-X・DLC-i・超高硬度DLC・水素フリー薄膜DLC、等
材質:AF1(超々微粒子超硬)
寸法精度:±1μ
膜厚:<1μ
対応納期:1week程
・膜厚<1ミクロンのため高精度金型に最適!!
・ノンコートの超硬に比べ寿命約100倍!!
・高精度プレスのカケ、摩耗、カジリ対策に!!
・コルソン系合金(コルソン合金)のプレスにお困りなメーカー様
・ファインセラミックス(導電性)「NPZ-28」使用した高精度パンチもご対応可能。
プロファイル研削にて複雑形状、段差、角度、
切り上げ加工を含む高精度な複合加工
材質:ELMAX(スチール)
刃先、現合部プロファイル仕上げ
・段差精度・・・・・ ±1μ
・ピッチ精度・・・・ ±1~2μ
・凹R部・・・・・・ R20μ
※写真は40倍
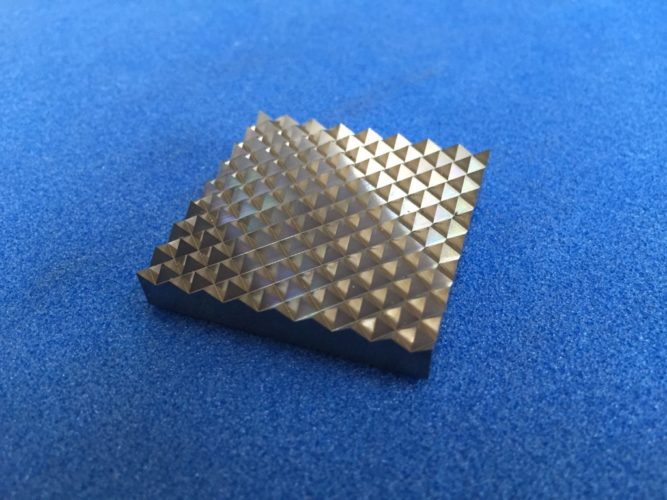
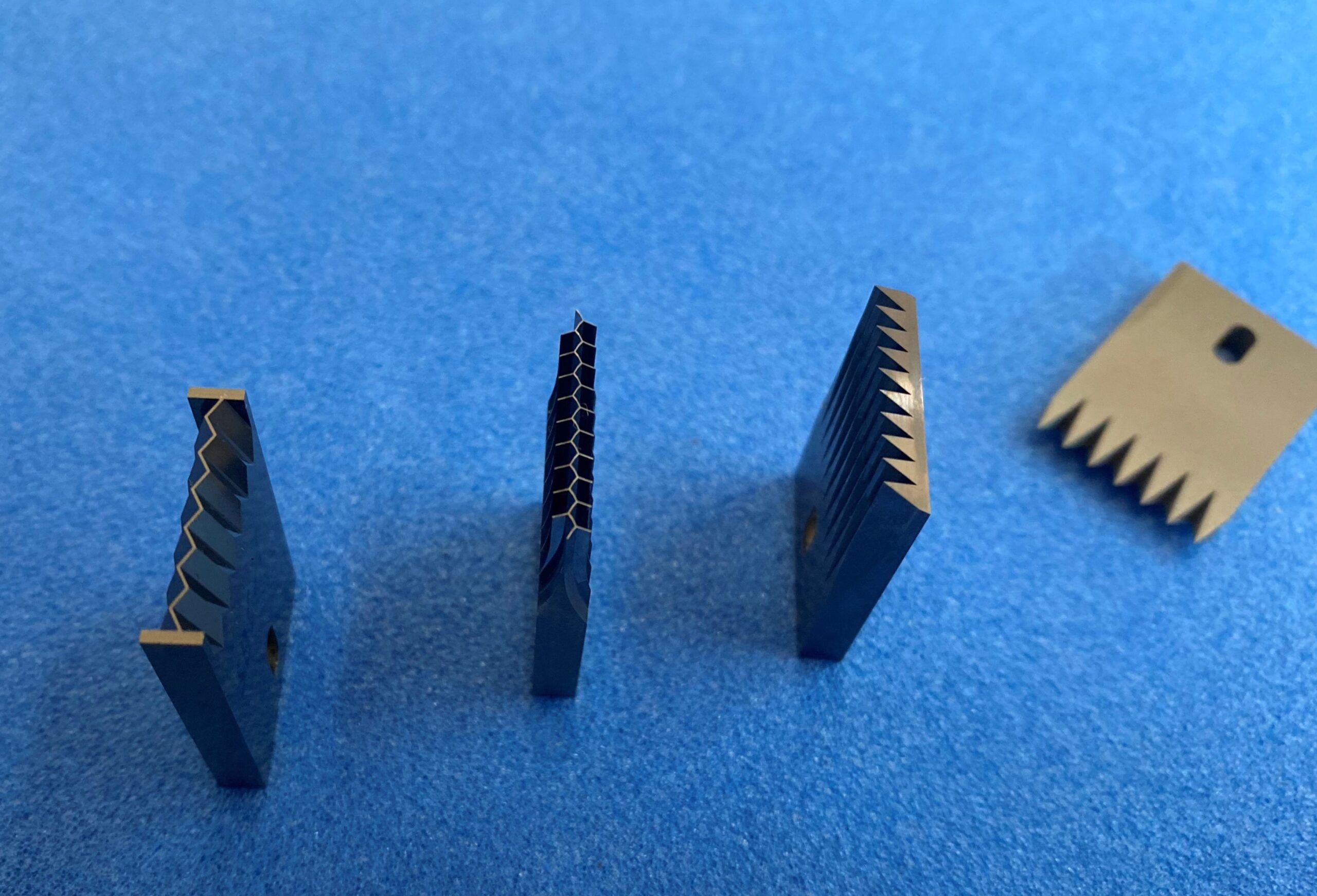
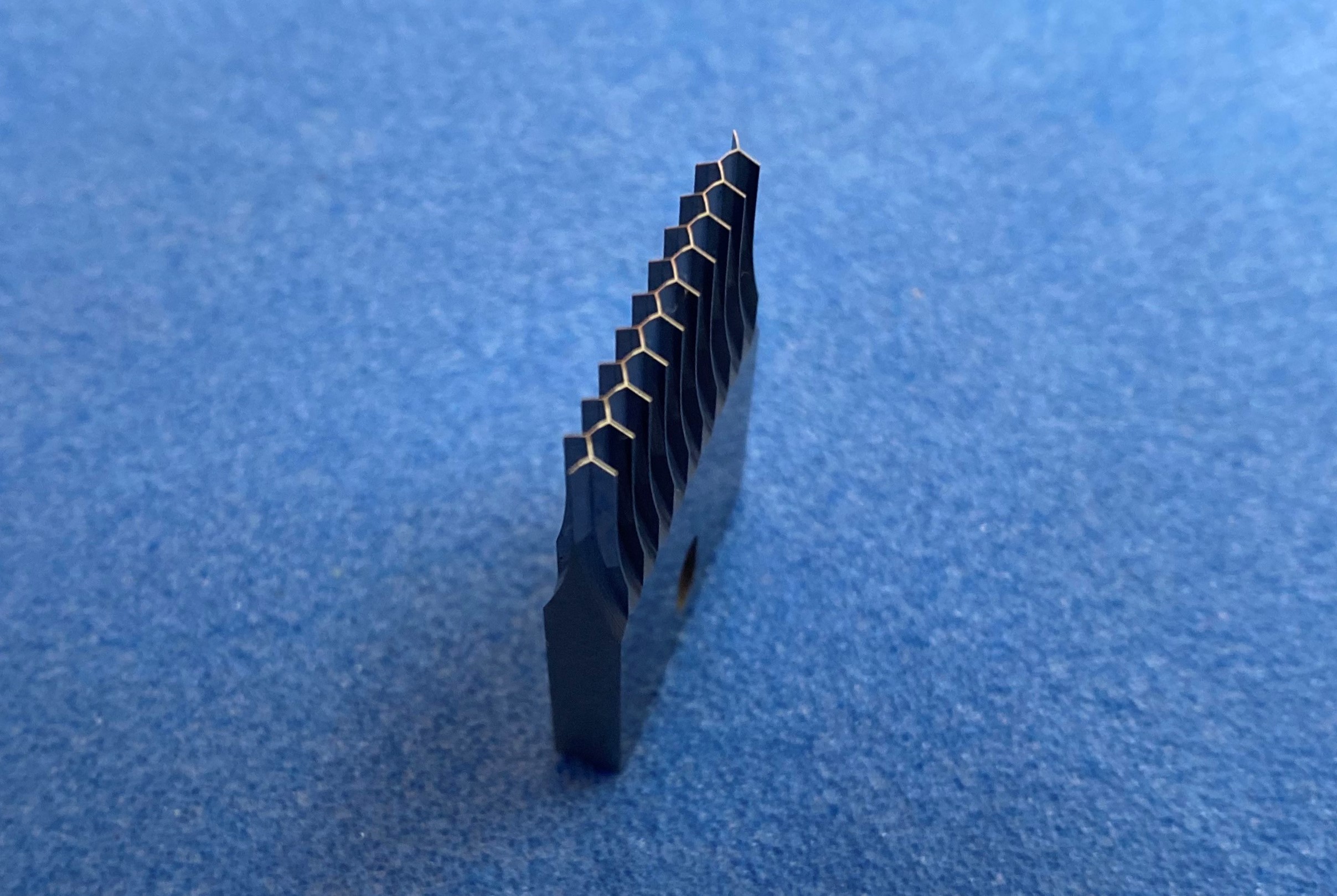
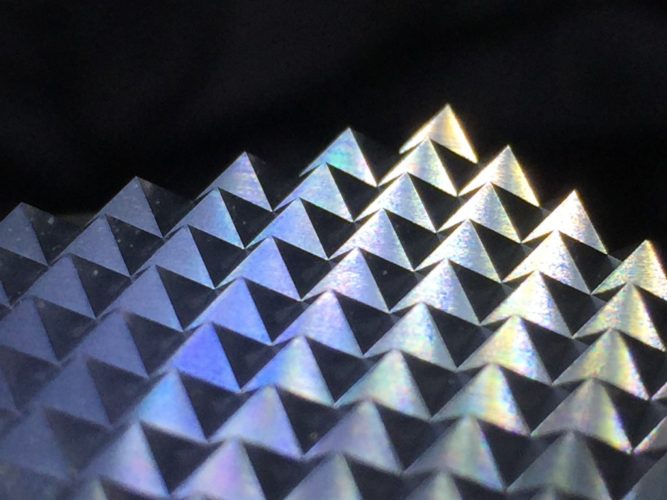
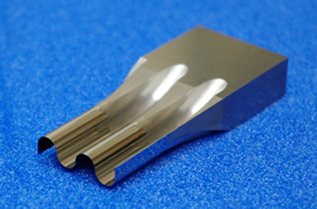
高精度なV溝にて島残し加工が可能
・ピラミッド形状(「□◇」等の正角錐)
・アヤメ形状(角錐「角度指定」)
材質:UR13C(超硬)
形状位置:位置・角度を高精度にて加工可能。
V溝部プロファイル鏡面仕上げ
・仕上がり精度・・・ ±1~2μ
・凹R部・・・・・・ R20μ
すべて砥石研削による鏡面仕上げ
材質:KD20(超硬)
上面FG鏡面仕上げ
・仕上がり精度・・・ ±1μ
段差部プロファイル鏡面仕上げ
・仕上がり精度・・・ ±1μ
・凹R部・・・・・・ R20μ

ワーク材質:超硬
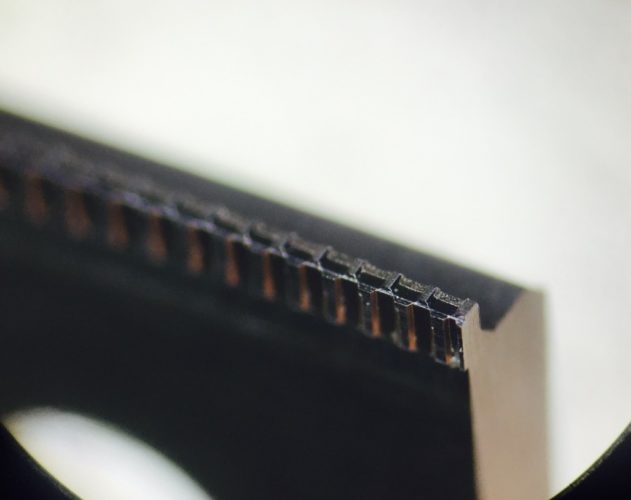
パンチ刃先:プロファイルグラインダー鏡面仕上げ加工
パンチ刃先最薄部:0.180mm
寸法精度:±0.001mm(1.0μm)
形状凹角出し:最小R0.025以下可能
ワーク素材:超硬
パンチ刃先:プロファイルグラインダー鏡面
仕上げ加工(Rmax=0.32μm)
寸法精度:±0.0015
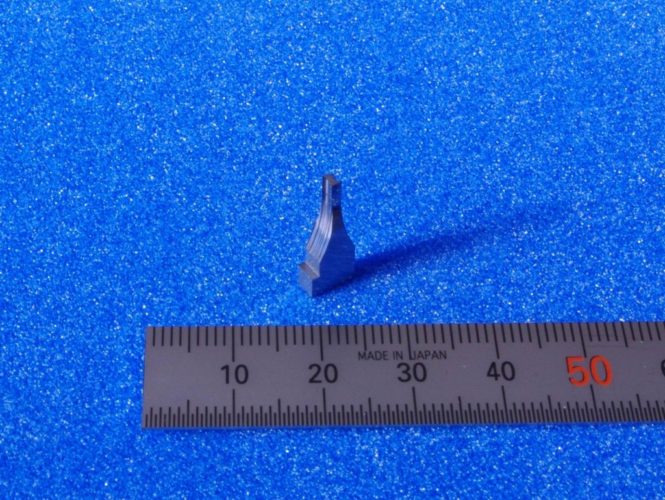
全長に制限があるパンチ等のカキアゲ(切り上げ)加工に効果を発揮します!通常のパンチ同様、縦方向の研削目で高精度を維持します。
最小カキアゲR15
全長16mm 刃先長3mm
縦目方向研削(研削目)
プロファイル鏡面加工
面粗度:Rmax=0.32μm
ワーク材:KD20(超硬)
超硬、特殊鋼などに対応しております。
※面粗さは加工条件、ワークサイズ、ワーク材質により変化します。

次のような対策に是非!
・溝加工・その他形状加工時の角形状がR形状に残ってしまう。
・刃先の薄いパンチが必要だが反りなどにより精度が出ない。
・パンチ刃先のラップ仕上げに時間がかかってしまう。
寸法精度±0.001mm(1.0μ)
最小凹R0.025以下まで可
刃先最薄部:0.10mm以下可
面粗度:Rmax=0.32μm
ワーク材:KD20(超硬)
超硬、特殊鋼などに対応しております。

